双壁波纹管对焊法的考虑因素 焊接环境的温度必须不低于5℃。壁的厚度必须等于将被连接的双壁波纹管管道;如果它们是不同的,壁厚差一定不能超过10%。 ・ 热熔对接焊机可用于焊接必须认证的焊工必须是训练有素的。焊接表面必须被修整,将被删除,因此,氧化的表面必须完全打动对方。 ・ 必须防止被污染的修整处理后,将被焊接的表面。
将被焊接的表面必须用无水酒精清洗之前被加热的铁。焊接烙铁的温度必须在200-220℃。 薄壁的管,厚壁管和更低的温度更高的温度下,必须选择。 焊接过程开始后,连接管的压力必须保持在冷却过程中的时间以相等的水平。由于在双壁波纹管管道中的空气流通以不平衡的方式来加速冷却过程中,一个前端双壁波纹管管道必须关闭。
开始焊接过程和焊接过程中,必须开始后5分钟内达到的理想的温度值之前,必须检查机器的温度。
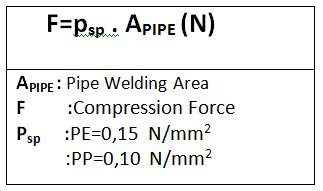
现场测量公式:
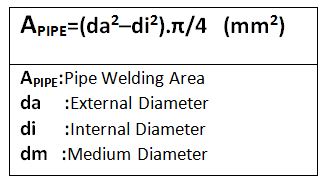
压缩力计算:相关双壁波纹管资讯:
相关产品: